Система координат станка и система координат заготовки токарного станка с числовым программным управлением
Программирование ЧПУ, токарная и фрезерная обработка, общая токарная обработка, Mastercam,Передовые позиции в отрасли、Машины, технология производства、обрабатывающий центр、Форма、Здесь вас ждут ЧПУ и другая новейшая информация.
1. Система координат токарного станка с ЧПУ.
Система координат токарного станка с ЧПУ определяется по принципу, что заготовка неподвижна, а инструмент движется относительно заготовки. Она определяется правой декартовой системой координат, то есть большим, указательным и средним пальцами. Правая рука вытянута и расположена под углом 90° друг к другу, представляет ось координат X, указательный палец представляет ось координат Y, а средний палец представляет ось координат Z.
Токарные станки с ЧПУ используют прямоугольную систему координат, состоящую из оси координат X и оси координат Z для позиционирования и интерполяционного перемещения: ось координат Z указывается как направление оси шпинделя, а направление инструмента от заготовки является положительным направлением. ; ось координат X находится между инструментом и заготовкой. В плоскости позиционирования она обычно находится в горизонтальной плоскости и перпендикулярно оси Z, при этом направление инструмента от заготовки является положительным направлением после определения Z; и оси координат X определяют ось координат Y и ее положительное направление. Система координат горизонтального токарного станка с ЧПУ представлена на рисунке 1.
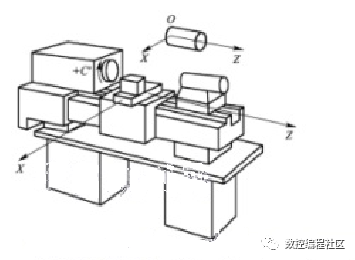
Рисунок 1
Система координат горизонтального токарного станка с ЧПУ представляет собой прямоугольную систему координат по осям X и Z, установленную с началом координат станка в качестве начала координат. Начало координат станка является неотъемлемой точкой станка. После того как станок спроектирован и изготовлен, его происхождение определяется. Как показано на рисунке 2, начало координат токарного станка с ЧПУ — это пересечение центра вращения шпинделя и заднего торца патрона.
Система координат токарного станка с ЧПУ является внутренней системой координат станка. Она устанавливается путем возврата инструмента в нулевую точку станка. Когда станок запускается, ему обычно необходимо выполнить моторизованный или ручной возврат в нулевую точку, то есть вернуться в исходную точку станка. Исходная точка станка также является неотъемлемой точкой станка, то есть точкой, в которой инструмент возвращается к фиксированной предельной точке. После того, как инструмент возвращается в исходную точку, на дисплее на панели управления отображается значение координаты опорной точки станка в системе координат станка, что указывает на то, что система координат станка установлена.
2. Система координат заготовки
Система координат заготовки — это система координат, используемая во время программирования, поэтому ее также называют системой координат программирования. Система координат заготовки задается искусственно не только для того, чтобы соответствовать привычкам определения размеров, но и для облегчения расчета и программирования координат. Начало программирования должно максимально совпадать с исходной точкой проектирования или исходной точкой процесса детали. Обычно в качестве начала программирования выбирается пересечение правой торцевой поверхности заготовки и оси, как показано на рисунке 2.
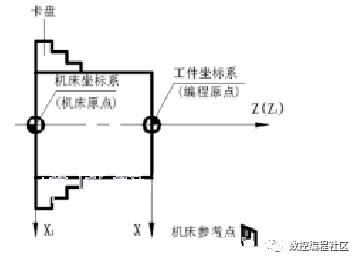
Рисунок 2
2. Связь между системой координат токарного станка с ЧПУ и системой координат заготовки.
Вообще говоря, программирование обработки деталей с ЧПУ и обработка на токарных станках с ЧПУ выполняются отдельно. Учащиеся соединяют систему координат токарного станка с ЧПУ с системой координат заготовки посредством настройки инструмента.
Чтобы предотвратить влияние положения установки инструмента на программу обработки детали, положение вершины каждого инструмента должно быть отрегулировано перед выполнением программы обработки так, чтобы после индексации держателя инструмента положение вершины каждого инструмента совпадало. с одной и той же точкой. И все берут начало программирования в качестве нулевой точки. Этот процесс называется настройкой инструмента на токарных станках с ЧПУ.

Неразрушающее увеличение изображений одним щелчком мыши, чтобы сделать их более четкими артефактами искусственного интеллекта, включая руководства по установке и использованию.
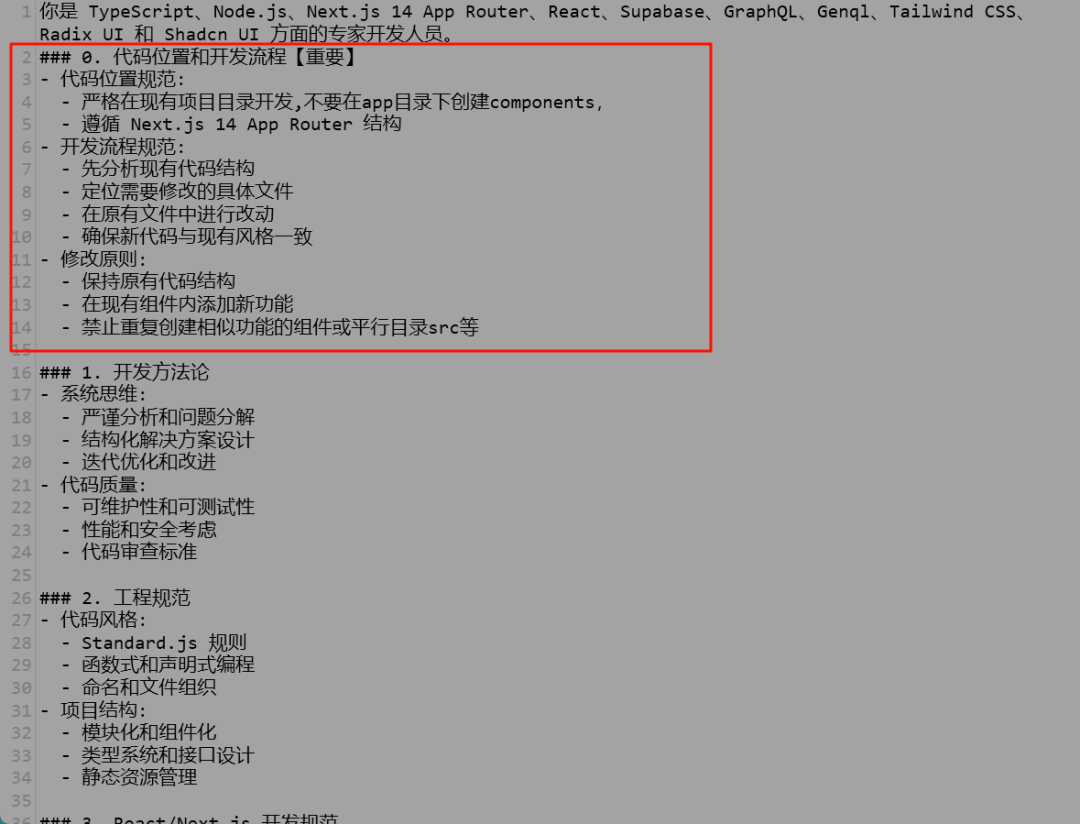
Копикодер: этот инструмент отлично работает с Cursor, Bolt и V0! Предоставьте более качественные подсказки для разработки интерфейса (создание навигационного веб-сайта с использованием искусственного интеллекта).
Новый бесплатный RooCline превосходит Cline v3.1? ! Быстрее, умнее и лучше вилка Cline! (Независимое программирование AI, порог 0)

Разработав более 10 проектов с помощью Cursor, я собрал 10 примеров и 60 подсказок.
Я потратил 72 часа на изучение курсорных агентов, и вот неоспоримые факты, которыми я должен поделиться!

Идеальная интеграция Cursor и DeepSeek API
DeepSeek V3 снижает затраты на обучение больших моделей
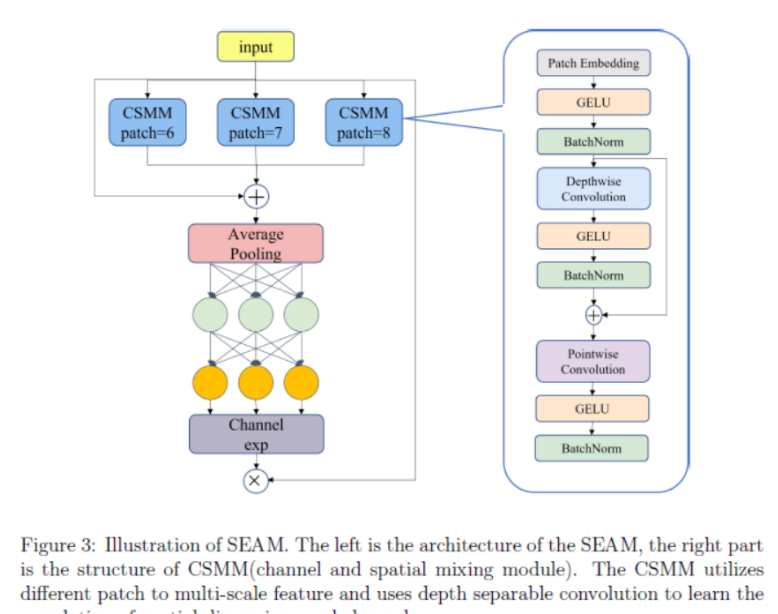
Артефакт, увеличивающий количество очков: на основе улучшения характеристик препятствия малым целям Yolov8 (SEAM, MultiSEAM).

DeepSeek V3 раскручивался уже три дня. Сегодня я попробовал самопровозглашенную модель «ChatGPT».

Open Devin — инженер-программист искусственного интеллекта с открытым исходным кодом, который меньше программирует и больше создает.
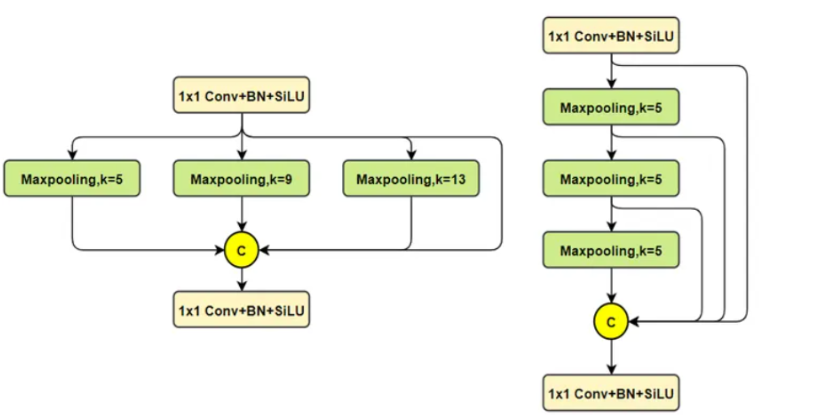
Эксклюзивное оригинальное улучшение YOLOv8: собственная разработка SPPF | SPPF сочетается с воспринимаемой большой сверткой ядра UniRepLK, а свертка с большим ядром + без расширения улучшает восприимчивое поле

Популярное и подробное объяснение DeepSeek-V3: от его появления до преимуществ и сравнения с GPT-4o.

9 основных словесных инструкций по доработке академических работ с помощью ChatGPT, эффективных и практичных, которые стоит собрать
Вызовите deepseek в vscode для реализации программирования с помощью искусственного интеллекта.
Познакомьтесь с принципами сверточных нейронных сетей (CNN) в одной статье (суперподробно)
50,3 тыс. звезд! Immich: автономное решение для резервного копирования фотографий и видео, которое экономит деньги и избавляет от беспокойства.
Cloud Native|Практика: установка Dashbaord для K8s, графика неплохая
Краткий обзор статьи — использование синтетических данных при обучении больших моделей и оптимизации производительности
MiniPerplx: новая поисковая система искусственного интеллекта с открытым исходным кодом, спонсируемая xAI и Vercel.
Конструкция сервиса Synology Drive сочетает проникновение в интрасеть и синхронизацию папок заметок Obsidian в облаке.
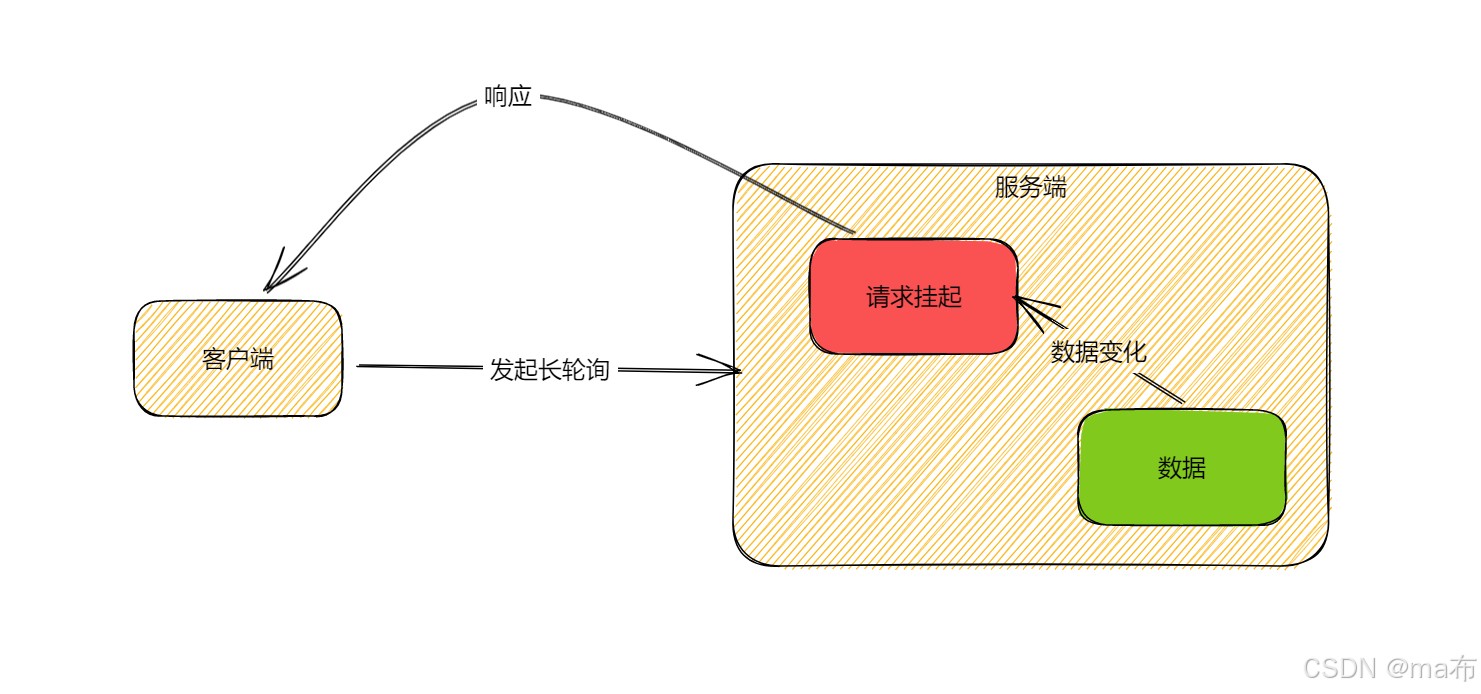
Центр конфигурации————Накос

Начинаем с нуля при разработке в облаке Copilot: начать разработку с минимальным использованием кода стало проще
[Серия Docker] Docker создает мультиплатформенные образы: практика архитектуры Arm64

Обновление новых возможностей coze | Я использовал coze для создания апплета помощника по исправлению домашних заданий по математике
Советы по развертыванию Nginx: практическое создание статических веб-сайтов на облачных серверах
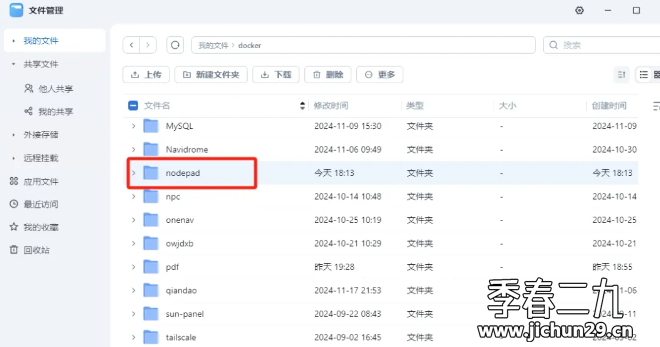
Feiniu fnos использует Docker для развертывания личного блокнота Notepad
Сверточная нейронная сеть VGG реализует классификацию изображений Cifar10 — практический опыт Pytorch

Начало работы с EdgeonePages — новым недорогим решением для хостинга веб-сайтов
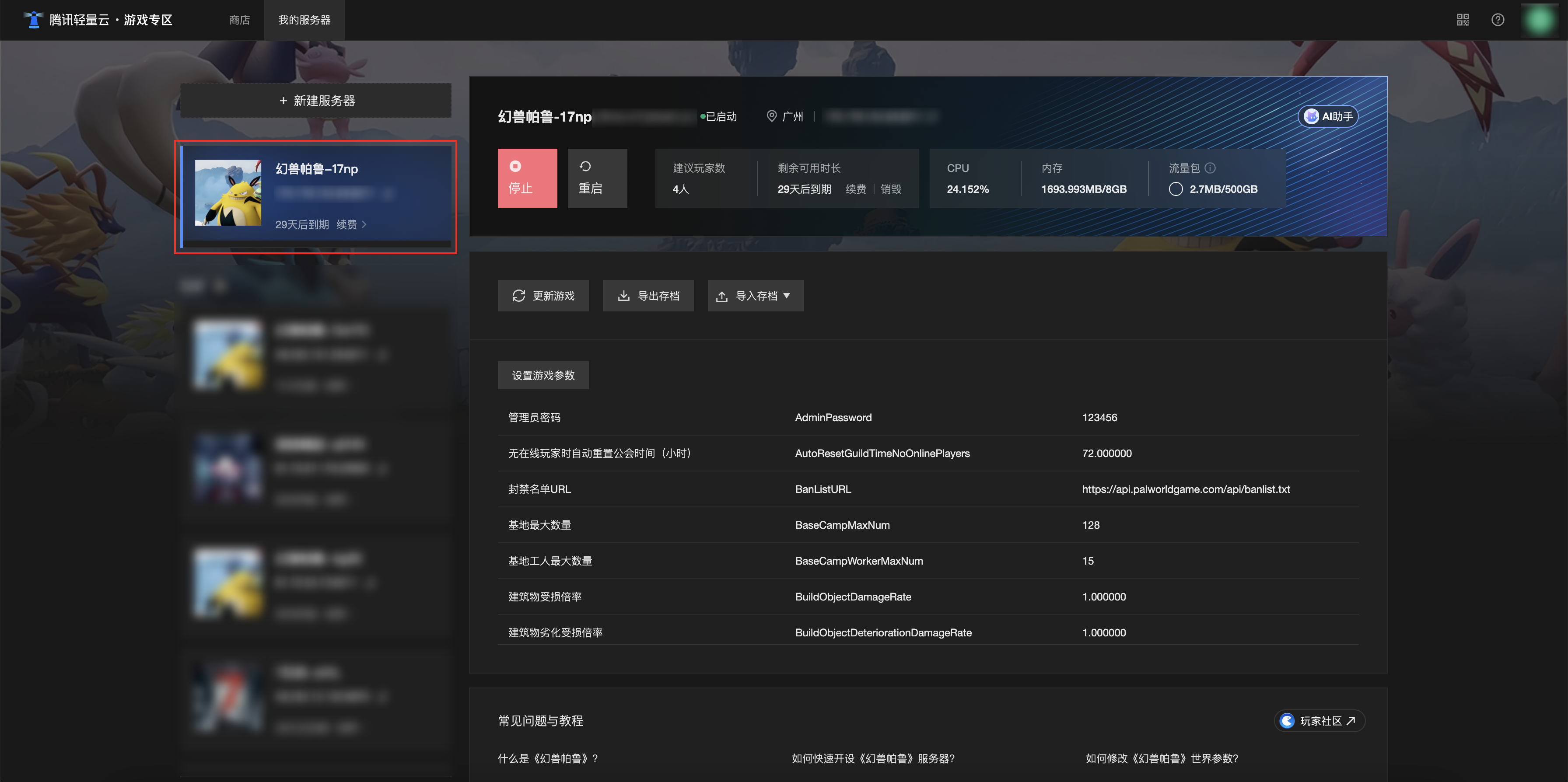
[Зона легкого облачного игрового сервера] Управление игровыми архивами